加工機械の解説MACHINES
工作機械の種類と加工の特徴
マシニングセンタ加工 (角物・複雑形状加工)
固定した金属ブロックに対し、回転する切削工具(エンドミルやドリルなど)をXYZ方向に移動させて削り出し、立体的なパーツ(角物)を成形する加工法です。工具を自動で交換するATC(自動工具交換装置)を備えており、穴あけ、ポケット加工、ねじ立て(タッピング)、曲面切削といった複数の工程を1台で連続してこなします。
四角い材料から削り出す「角物(かくもの)」全般をはじめ、複雑な凹凸を持つブラケット、ハウジング、マニホールドなどの加工に適しています。また、通常の3軸仕様の機械に回転軸(付加軸)を追加することで、多面割り出し加工や、複雑な曲面を削り出す同時多軸制御(4軸・5軸加工)も可能になります。これにより、複数の部品を一体化させた高精度な削り出し部品の製作が行えます。


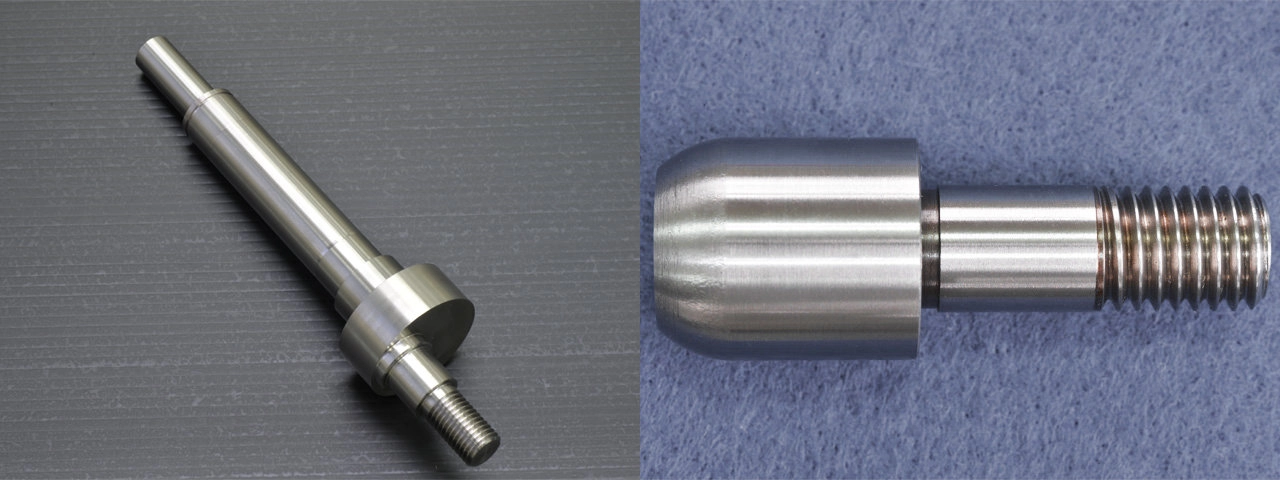

NC旋盤加工 (丸物・回転対称加工)
円柱状の金属材料(丸棒)自体を高速で回転させ、そこに固定した切削工具(バイト)を押し当てて削る加工法です。回転対称の形状である丸シャフト、フランジ、ピンなどの加工を得意とし、極めて高い同軸度や真円度を持つ高精度な仕上げが可能です。
円柱や円盤状の「丸物(まるもの)」全般をはじめ、モーター用シャフト、長尺ピン、精密ねじ、各種フランジといった回転対称部品の加工に適しています。外径や内径の円筒削りをはじめ、テーパー(傾斜)削り、端面削り、溝入れ、ねじ切りなど、高い精度が要求される回転体部品の製作に不可欠です。また、近年では回転工具(ミーリング機能)を搭載した「複合加工機(複合旋盤)」も普及しており、旋盤加工からフライス加工(穴あけや平面削りなど)までを1台の機械で完結させることも可能です。
研削加工 (超精密・平面および円筒仕上げ)
高速回転する砥石を用い、金属表面をミクロン(1/1000mm)単位で極めて薄く削り落とす仕上げ加工方法です。「平面研削」ではテーブル上のワークの面を平らに仕上げ、「円筒研削」では回転する丸棒の外周などを真円に磨き上げます。
一般的なマシニング切削(フライス)や旋盤加工を行った後の最終仕上げ工程として適用されます。通常の刃物では到達し得ない、鏡のように滑らかな「面粗度(仕上げ面の細かさ)」と、高い寸法精度、そして平面度・真直度・真円度といった形状精度を実現します。また、砥石による加工のため、通常の刃物では歯が立たない焼入れ後の硬い鋼材も高精度に仕上げられることが大きな特長です。油圧シリンダーやスピンドル、超精密金型など、摩擦や気密性を重視する機械部品に欠かせません。

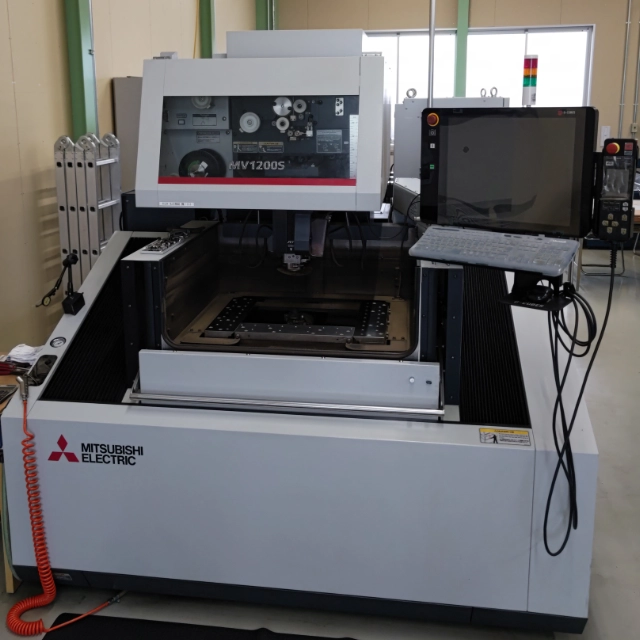
ワイヤー放電加工 (精密外周・抜き加工)
極細の真鍮などのワイヤー線と金属の間にパルス状の電圧をかけ、放電による微細な火花を連続発生させ、熱で金属を局所的に溶かしながら糸鋸のように切り進む非接触の加工方法です。
通電する金属であれば、非常に硬い焼入鋼や超硬合金でも硬さに関係なく高精度に輪郭カットが可能です。また、マシニングのエンドミル等の回転刃では不可能な、内角にもワイヤー径程度のごく小さなコーナーアールしか残らないシャープなコーナーの切り抜き、精密なギヤの歯面、プレス用やプラスチック成形用の高精度な金型パーツなどの切り出しに適しています。
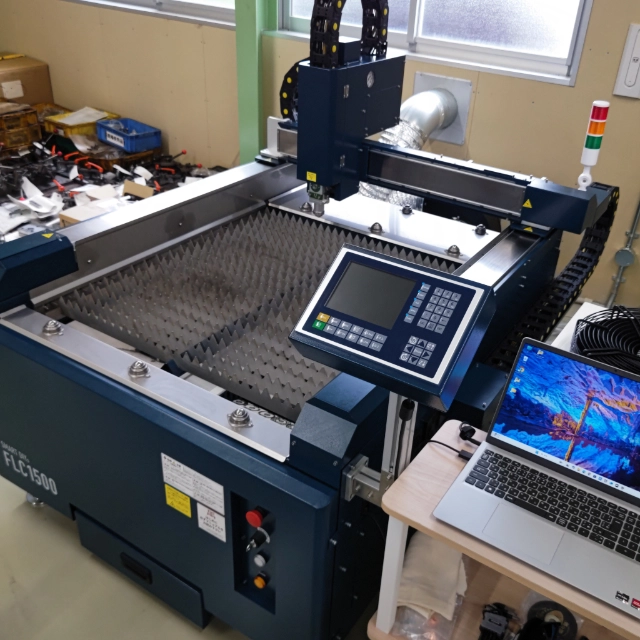
レーザー切断加工 (板金・2次元プレートカット)
高出力のレーザー光線をレンズで極小径に集光して素材表面に照射し、金属や樹脂を局所的に瞬時に融解・蒸発させながら、高圧のアシストガスで吹き飛ばして一気に切断する熱加工方法です。
主に平板の金属材料(鉄、ステンレス、アルミなど)を任意の外周形状に沿って切り出したり、大量の穴あけを極めて高速かつ高精度にこなしたりする加工に適しています。抜き金型を製作する必要がないため、試作加工や多品種小ロットの板金筐体、カバー、取付ブラケットなどの製作に最適です。

レーザー刻印・マーキング (識別印字・目盛り加工)
制御された低出力のレーザー光をワーク表面に照射し、金属や樹脂などの表面層を局所的にわずかに変色、あるいは微小に融解・剥離させることで、文字やシンボルを焼き付ける非接触の精密描画加工です。
製品の型番、シリアルナンバー、製造日、会社ロゴ、各種認証マーク、管理用のQRコードやバーコードなどの印字のほか、金属部品への細かな「目盛り」や「ガイドライン」の加工に使用されます。塗料やシールと違って剥がれたり摩耗で消えたりしないため、長期間の識別管理に適しており、非接触ゆえに製品に歪みや物理的な負荷を与えません。