製品実績PRODUCT RESULTS
SCROLL
▽
01アルミ9 PRODUCTS

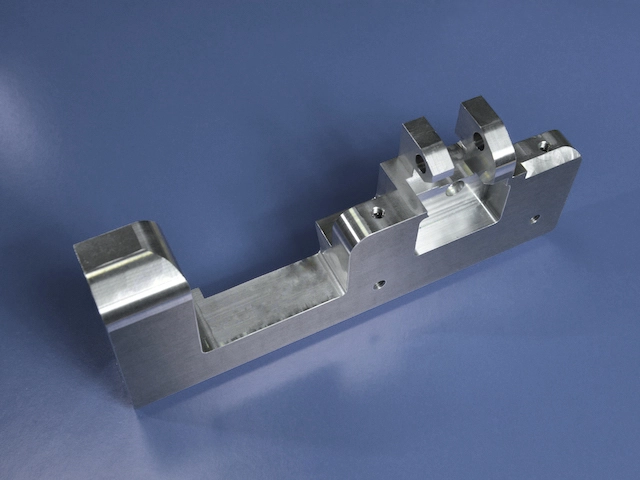
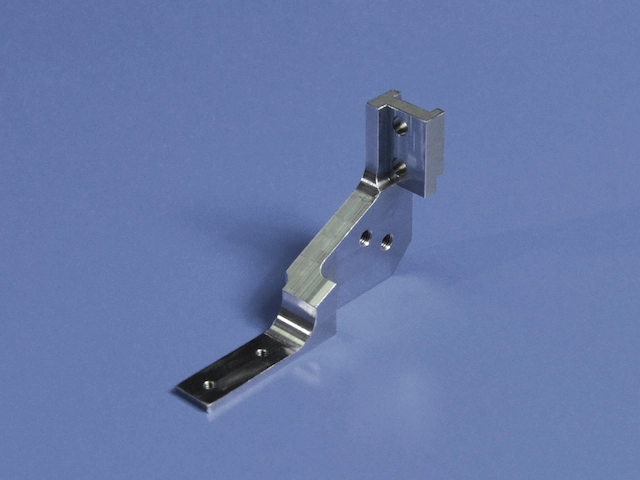
傾斜部はボールエンドミルでの2.5軸加工、下部平面度0.02mm、黒アルマイト処理をしています。
搬送装置関係A5052
SIZE35mm×130×320mm
TOLERANCE±0.02mm

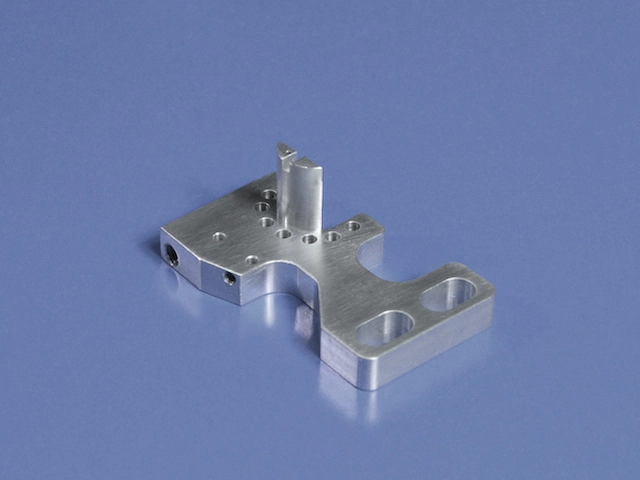
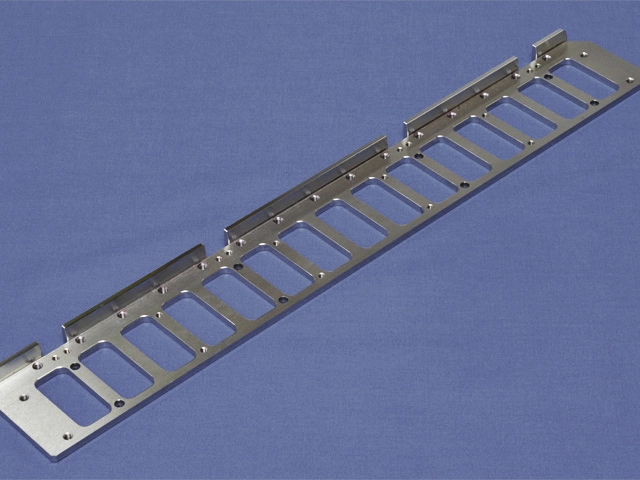
穴径H7公差、ワンチャックでの加工が必要となりジグを作り横型マシニングセンターで同時加工をしピッチ間同軸0.01を達成しています。
家電関係A5052
SIZE30mm×100mm×190mm
TOLERANCE±0.01mm
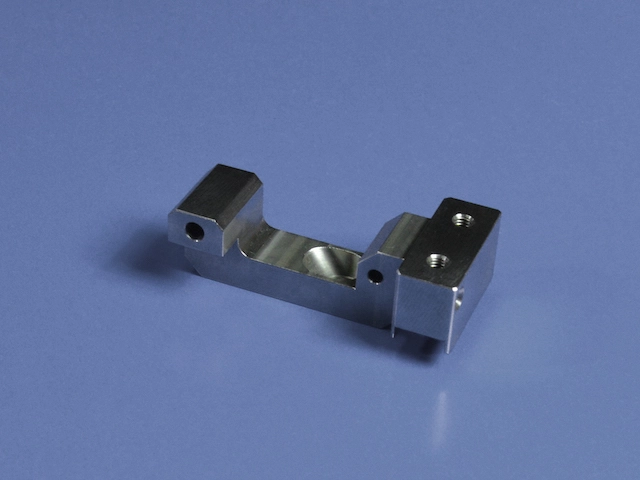
下部から右上穴までのピッチ公差0.02、縦型マシニングセンターでは精度を出すことが難しくH7穴は横型マシニングセンターで加工しました。
家電関係A5052
SIZE30mm×100mm×220mm
TOLERANCE±0.02mm

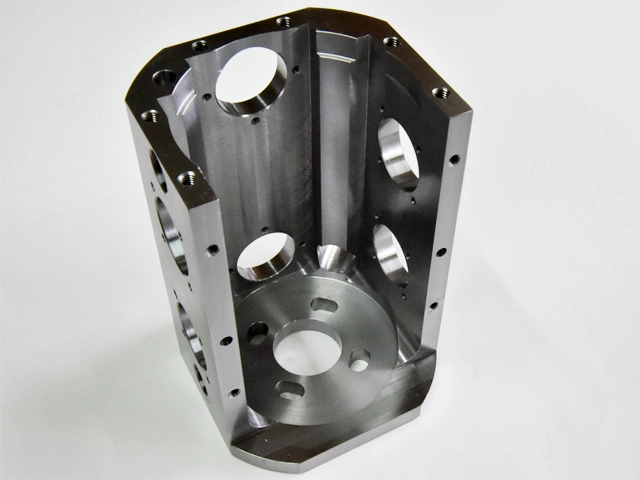
縦型マシニングでは工程が多いので、横型マシニングを使い複数工程をワンチャックで加工しコストを削減しています。
半導体製造装置関係A5052
SIZE40m×40mm×120mm
TOLERANCE±0.05mm
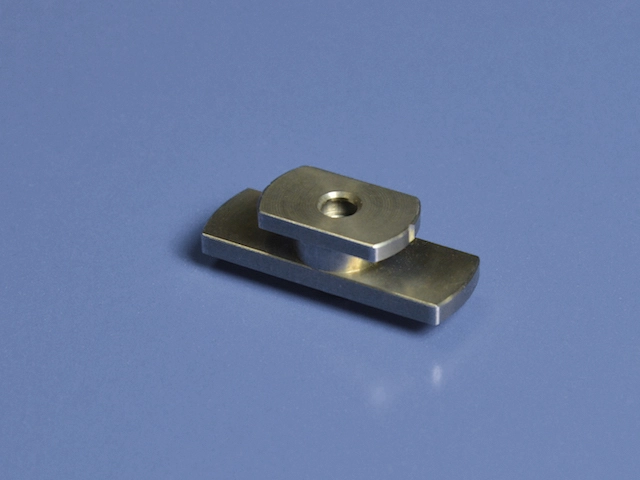
簡単な部品なのでコスト削減短時間加、素材取りを考慮し、2工程、ステボス加工、専用クランパ、バリ取り極わずか。
半導体製造装置関係A5052
SIZE17.5mm×35mm×45mm
TOLERANCE±0.1mm
突起部が薄く変形が起こり普通の切削で粗取りから仕上げをすると変形してしまいますので、事前に考慮しながらの加工を致しています。
家電関係A5052
SIZE20mm×45mm×75mm
TOLERANCE±0.1mm
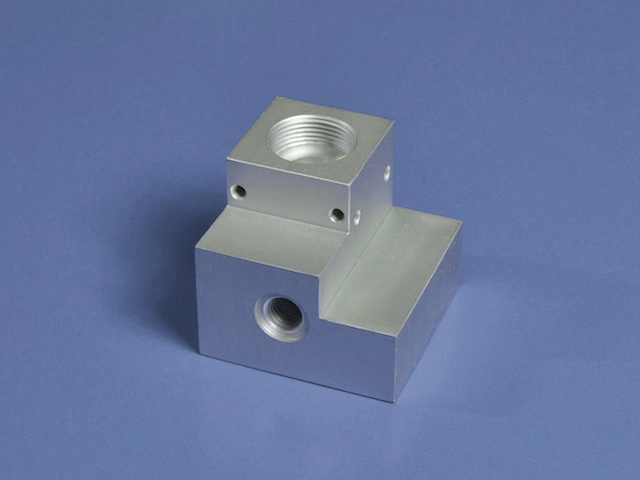
流量計部品シール面あり、穴交差あり、手作業での仕上げが非常に重要な部品です。
流量計製造関係A6063
SIZE40mm×40mm×45mm
TOLERANCE±0.05mm

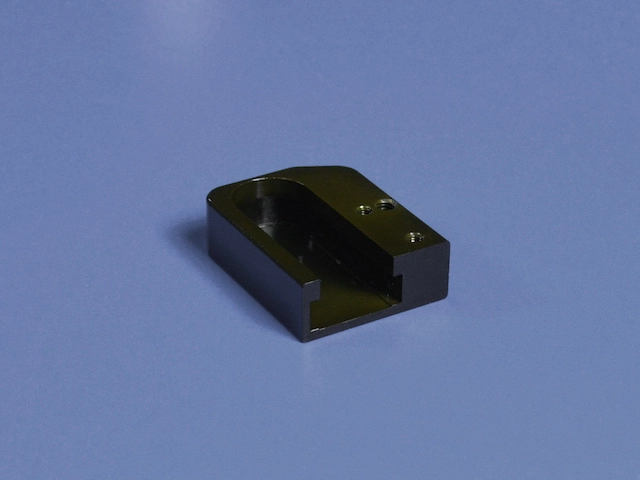
表面粗度と中の段差が重要な部品のためダイヤモンドチップで仕上げています。表面処理にカニゼンメッキをしメッキ後の公差を保障。
半導体製造装置関係A2017
SIZE8mm×15mm×25mm
TOLERANCE±0.01mm

丸軸下にSUS1.5mmのピンを圧入しています。飛出シロとピン位置には公差があり直角に圧入するために専用ジグ、穴径を管理しています。
環境試験機器関係A7075
SIZE40m×40mm×120mm
TOLERANCE±0.02mm
02ステンレス16 PRODUCTS
中心穴径に公差があり外形を2面カットしたときに切削抵抗で変形しないよう加工しています。コーナー面はすべてC0.3の機械加工です。
繊維関係SUS304
SIZEφ30mm×18mm
TOLERANCE±0.01mm

外径鏡面仕上げ中の部品とはh7/H7です。外観重視の部品で細かな傷まったくなく、仕上には超音波洗浄機を使います。
医療機器関係SUS304
SIZEφ50mm×45mm
TOLERANCE±0.02mm

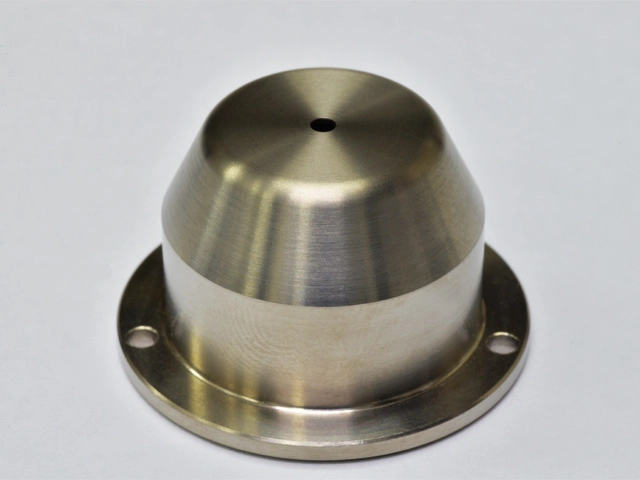
溶接構造品で下の円筒部の外径公差h7です。溶接後にNC旋盤クランプ用専用ジグを作りまして外径仕上げをしています。
梱包装置関係SUS304
SIZEφ65mm×130mm
TOLERANCE±0.01mm

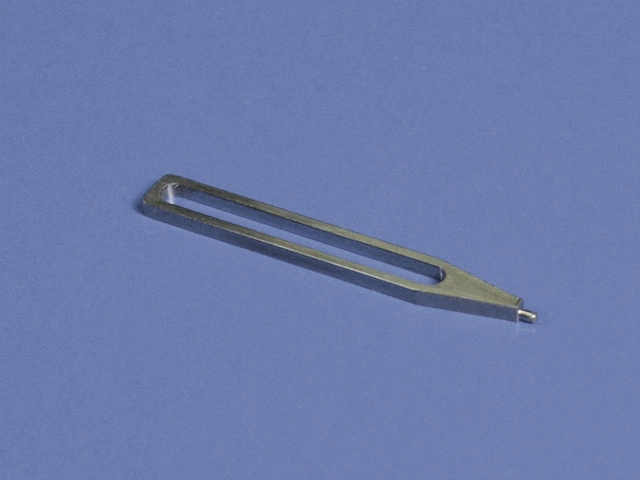
中心穴と尖がり部の溝の振り分け精度が0.02です。エンドミルでは深く精度を出すことが難しいのでワイヤーカットでの加工。
半導体製造装置関係SUS304
SIZE30mm×160mm×250mm
TOLERANCE±0.02mm

付加軸付マシニングセンターでのインデックス加工品です。右端部分は1度刻みでのV溝が付いています。
電子機器関係SUS304
SIZEφ26mm×120mm
TOLERANCE±0.02mm
ステンレスを薄く切削しています。歪が多くあわられる商品ですが熱処理をし歪まないような切削方法で加工。厚みは研磨。
梱包機器SUS304
SIZE径70×450
TOLERANCE±0.01mm

穴間ピッチ公差0.02です。ステンレスは薄くすると歪みが大きいため、焼戻を行い内部応力を除去してから加工しました。
電子部品関係SUS303
SIZE25mm×35mm×48mm
TOLERANCE±0.02mm

先端外径2.6mm片肉0.25mm、少しずれると破れてしまうような薄肉貫通穴加工。外径はすべて研磨しています。
印刷装置関係SUS303
SIZEφ32mm×70mm
TOLERANCE±0.02mm
厚み1.5mm±0.05mmの薄肉部があり歪が発生しやすい製品。下部を捨研磨をして平面を出してから最終仕上げ。
梱包装置関係SUS303
SIZE22mm×35mm×50mm
TOLERANCE±0.05mm
中心部斜面穴径公差、および穴位置精度公差あり。ワンチャックでの横型マシニングセンターにて加工。
電子機器関係SUS303
SIZE20mm×25mm×46mm
TOLERANCE±0.1mm

小径エンドミルで歯部上面からの切削加工。JIS標準に合わせCAMを使いプログラム作成、投影機での測定を行いました。
家電関係SUS316
SIZEφ40mm×75mm
TOLERANCE±0.02mm

薄パイプ片肉0.6mmを直角にエア漏れなく溶接。細かな溶接技術により薄肉製品の接合を実現しています。
流体装置関係SUS316
SIZE25mm×35mm×40mm
TOLERANCE±0.1mm

NC旋盤での断続切削によるチップ消耗を抑えるため、粗取りをノコで行い、その後にNC加工をすることでコスト削減。
流体機器関係SUS316
SIZE35mm×35mm×45mm
TOLERANCE±0.03mm

中心部の段差に起伏があり内部円形状は投影機での測定が必要。寸法管理が極めて困難な製品です。
流體機器関係SUS316
SIZE15mm×45mm×47mm
TOLERANCE±0.02mm

付加軸インデックス加工品。ワイヤーでのキー溝加工をしており、バリが発生しにくい切削方法を採用。
工業用液体ポンプ関係SUS316
SIZEφ150mm×35mm
TOLERANCE±0.01mm

マシニングセンタとNC旋盤、フライスを組み合わせ、複数の工程を経て完成させています。
梱包装置関係SUS316
SIZE15mm×20×35mm
TOLERANCE±0.02mm
03難削材・焼入材9 PRODUCTS

上面幅広さ7±0.05mm。焼入後に仕上げてタフトライド処理を実施しています。
自動車製造装置関係SKD11
SIZEφ18mm×35mm
TOLERANCE±0.05mm
焼入研磨品。丸部2h7厚み3mmとの中心度は0.01。焼入後に歪取り、研磨を経て切削仕上げ。
自動車関係SKD11
SIZE3mm×16mm×65mm
TOLERANCE±0.01mm

ネジ部分は台形ネジ。焼入後の歪を考慮し、前加工、研磨、タフトライト処理の一貫生産。
搬送機器関係S45C
SIZEφ30mm×120mm
TOLERANCE±0.05mm
外周部に幾何公差0.02(平行度・平面度・直角度)あり。歪を除去し直角に研磨仕上げ。
電池製造装置関係S45C
SIZE90mm×90mm×160mm
TOLERANCE±0.02mm
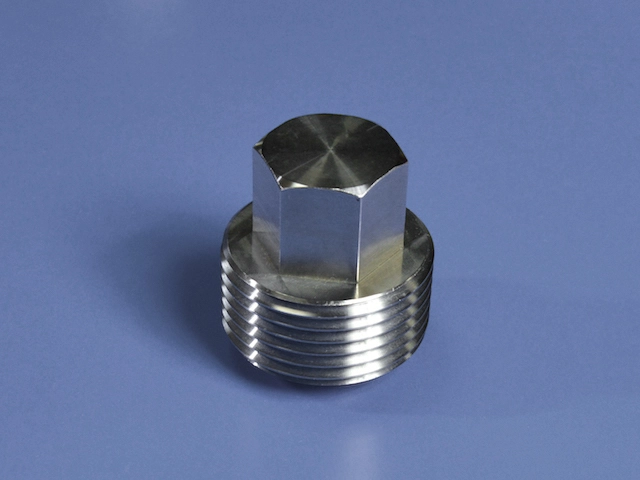
高硬度素材の加工。六角部作製時にネジ部を潰さないよう、専用ジグを製作して対応しました。
発電装置関係インコネル
SIZEφ50mm×70mm
TOLERANCE±0.1mm

わずかな傷も許されない防衛関連部品。難削材の内径ねじ切りには高度なノウハウが必要です。
防衛関係インコネル
SIZEφ26mm×20mm
TOLERANCE±0.01mm
粘りがあり刃物消耗が激しいチタンに対し、培ったノウハウにより安定した精度で製作。
繊維機器関係チタン1種
SIZEφ30mm×25mm
TOLERANCE±0.1mm
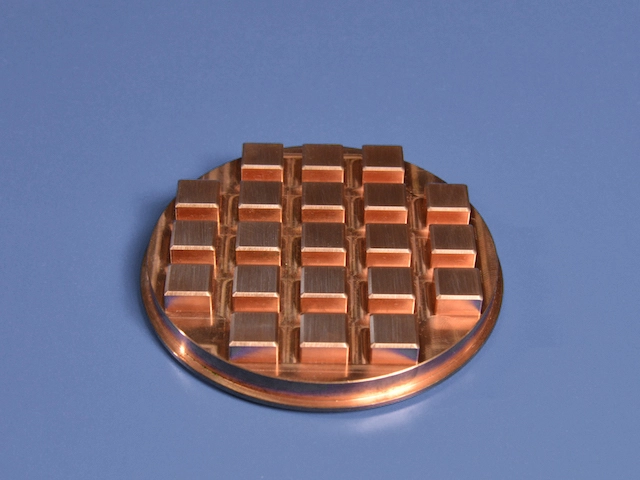
ムシレが発生しやすい銅素材に対し、切削条件を最適化することで高い面粗度を確保。
繊維装置関係C1020
SIZEφ100mm×20mm
TOLERANCE±0.02mm

焼入後の研磨、ホーニング、切削の一貫加工。角度15°の円筒研磨など高度な複合加工。
繊維製造装置関係SKH55
SIZEφ50mm×20mm
TOLERANCE±0.01mm